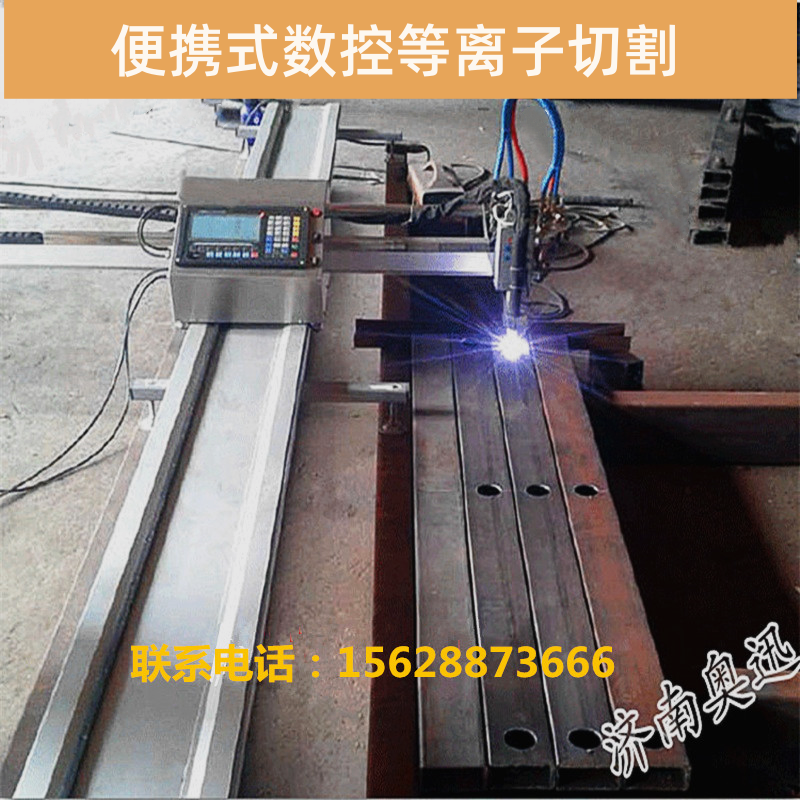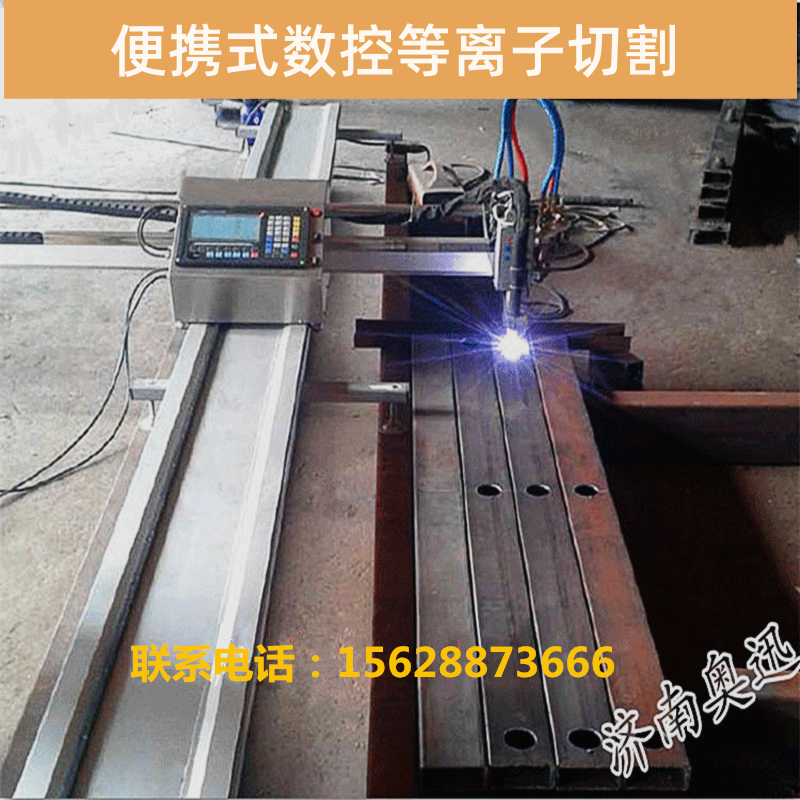
等離子數控切割機的熱變形主要是因為其切割區域的切割溫度高與其他部分 、導致工作間件熱變形,等離子切割機的加工精度、主要與控制操作水平機切割工藝等有關,
等離子在預熱結束后執行完m72,開切割氧后,將割槍放到切割位置,是m72的反動作,但指數稍微小一點,因為重力的作用,下比上要快點。
如果這些處理不好的話就影響切割工件精度,所以說這方面處理好才行、等離子割槍定位時、將割槍下降、(m16)當碰到下限位時(見入口8xxw)割槍下停,(m17)然后將割槍上升(m14)經過割槍定位延時(參見7.5等離子參數)后,割槍上升停(M15)
執行m62后,割槍從當前位置,偏移一個畫線槍偏置量(參見參數設置功能中的系統參數)。此后的語句都是畫線功能置道到執行m63.畫線時不執行葛峰補償功能。